A whisky lover set up a whisky import and sales business, and with the advice of Mr. Ichiro Akuto, he continued the lineage of the once legendary Karuizawa distillery.
As the phrase “I forget myself.” suggests, this distillery is a distillery that is dedicated to its own way.
1.Outline
The distillery is located in the Tamagawa district of the Okusizu area in Shizuoka City, Shizuoka Prefecture, and stands by the Abe Nakagouchi River, a tributary of the Abe River, a first class river.
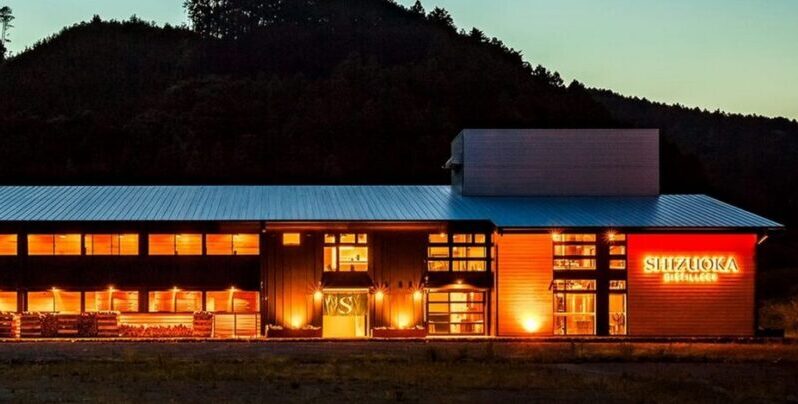
The building was designed with the theme of fusion of Japanese beauty and Western culture (inspired by the wooden architecture of the West Coast of the United States), and in collaboration with Derek Baston, an American architect living in Shizuoka, the interior and exterior of the distillery is made of many Shizuoka woods, making it a beautiful whisky distillery in appearance.
Shizuoka Distillery operates two first distillation machines, called “K” and “W”.
The “K” is the historic Karuizawa distiller, which was manufactured in Japan in the 1950s.
The Karuizawa distillery, which regrettably closed in November 2011, was up for auction, but in 2015, Gaia Flow Distilling succeeded in winning the bid for a complete set of manufacturing equipment for 5.05 million yen.
After that, it was relocated, repaired, and refurbished, and the legendary distillation machine was restored.
The graceful silhouette and indirect heating of the steam produces a light, floral-flavored distilled spirit.
The “W” distiller, also built by Forsyth, is probably the only wood-fired, open-flame distiller in the world.
The materials used for the firewood are locally thinned wood, which contributes to the protection of the forests.
In 2018, the strong commitment to local production finally succeeded in creating an all-Shizuoka whisky preparation.
2.Basic Information
2-1. Owner
Gaia Flow Distilling
2-2. Location
421-2223, 555 Ochiai, Aoi Ku, Shizuoka City, Shizuoka Prefecture
Access
JR Station
Take the Shizutetsu Just Line bus from Shizuoka Station, and get off at Okunoharagami.
Or get off at “Kamisuke” and walk 15 minutes.
By Car
45 minutes from JR Shizuoka Station
20 minutes from Shin-Shizuoka Interchange on the Shintoumei Line
2-4. Commencement of operations
2016
2-5. Main Products
With the theme of “easy to enjoy and friendly whisky,” we recommend Blended M, which is relatively easy to find and inexpensive, and is a year-round product.
It is a blend of Shizuoka Distillery’s malt whisky base and malt and grain whisky base from overseas, hence the “M” in “MEET,” meaning “encounter.
The imported malt whisky is matured in the Shizuoka Distillery’s aging room, which gives it a rich aroma created by Shizuoka’s natural environment.
Another great feature of this blended whisky is that it is not cool-filtered and contains no coloring agents.
None at this time.


3.Tours & Visitor Center
Advance reservations required
20 years and older: 1,100 yen (tax included)
Under 20 years old: Free (must be accompanied by a parent or guardian over 20 years old)
*Free for up to 2 accompanying persons if you are a private cask owner
Time required
Tour 60 min. Paid tasting time
The tour of the production process takes about 60 minutes. Afterwards, visitors can stay in the tasting room for up to 60 minutes.
Free time after the tour.
You can purchase Black Adder’s products and Shizuoka Distillery’s whisky at the tasting room.

3-1. Gourmet information in the area
Although a car or bus is required to get to the distillery, it is easy to get around as long as you can get back to Shizuoka Station, and there are some restaurants in the city.
On the way back from the tour, while waiting for the bus stop, you can take a break at BOSCO, a café-restaurant right across the street from the distillery.
Speaking of Shizuoka, don’t forget to visit the classic steak restaurant Sawayaka.
3-2. Sightseeing and lodging
Once back in Shizuoka City, there is a wide variety of hotels to choose from.
The unusual “building lodging”, a type of dispersed hotel where hotel rooms are scattered throughout the city, also offers an extraordinary experience.

4.Manufacturing Specs
The distillery was moved to the Shizuoka Distillery from the Karuizawa Distillery, which closed in November 2011.
Of the four pot stills at the Karuizawa distillery, only the third still (redistiller) was in a preserved condition to withstand operation, so Miyake Seisakusho refurbished it and named it “K”, and it is currently working as the first distiller.
After dismantling the still from the Karuizawa distillery, we checked the condition of the redistillation kettle and found that the main part of the kettle was usable, but other parts had holes from the head up, making it difficult to reuse the kettle.
We then decided to assemble one distillation unit by combining parts in good condition from the four distillation units.
The pot still “K” was born by assembling the head, line arm, and condenser based on the main body of the redistillation kettle.
The other three distillers are still on display at the Shizuoka Distillery.
Other malt mills made by Porteous are overhauled and in operation at Meiji Kikai Co.
The barrel tugger fastening machine, which was at the Karuizawa distillery and could be used as is, is still in use today.
The “W” in Forsyth’s wood-fired distiller, said to be the only one of its kind in the world, is taken from the first letter of “woodfired,” and the wood-fired part at the bottom of the pot still is made with the know-how of a Japanese pizza oven manufacturer.
The wood from thinned forests is provided by Tamagawa Kikori Co.
The name of the redistiller comes from the initial letters of “S” Shizuoka, spirits, single malt, and sphere.
Fermentation tanks are popular for Japanese sake, but Shizuoka Distillery was the first to come up with the idea of using Japanese cedar wood for fermentation tanks in whisky making.
| Production volume | 70,000 liters |
| Brewing water | Water from the Nakagouchi River (hardness: 69) |
| Quantity brewed |
1 ton per batch |
| Malt mill | 4 roller mills made by Porteous (from the former Mercian Karuizawa distillery) |
| Saccharification tank | Stainless steel fluroy tartan made by Miyake Seisakusho |
| Wort volume | 5200 liters |
| Yeast used |
Mauri dry yeast (Pinnacle) Shizuoka Malt Yeast (NMZ-0688) made by Numazu Industrial Technology Support Center |
| Fermentation tanks | 4 Oregon Pine vats / 8,000 liters made by Woodworks 6 units of Shizuoka cedar manufactured by Woodworks / 8000 liters |
| Pot still |
First distillation First distillation |
| Cooling system | Shell and tube for both first distillation and redistillation |
| Bottling facilities | Yes |
| Maturing warehouse | 1 dunnage type 1 rack type (6 tiers) 3,800 barrels in the third maturing warehouse |
| Others |
63.8% in barrels |
5.Maturing environment
The altitude is around 200 meters above sea level, surrounded by beautiful mountains of 400 meters, and the temperature is always 2 to 3 degrees cooler than in the city.
The temperature is always 2 to 3 degrees lower than in the city, and the weather is what we call “mountain weather.” During the daytime in summer, the temperature exceeds 30 degrees Celsius, and in the early morning in winter, it sometimes drops to -10 degrees Celsius.
The humidity is high both in summer and winter, and on rainy days the mountains are covered with a mist.
Because of the relatively warm environment, the angel’s share seems to be large, with an average barrel size of 5-6%.
There seems to be a large difference in the angel’s share depending on the arrangement of the barrels.
6.Distillery Story
6-1. History
| Year 2012 (Heisei 24) |
Gaiaflow established as a whisky import agent |
|---|---|
| 2014 (year) (Heisei 26) |
Gaia Flow Distilling established |
| 2015 (2015) (Heisei 27) |
Acquisition of manufacturing facilities of former Mercian Karuizawa Distillery Started construction of distillery and entered whisky manufacturing business |
| 2016 (2016) |
Completion of Gaiaflow Shizuoka Distillery whisky production license obtained and distillation begins |
| 2017 (2017) |
Started selling “Shizuoka Private Casks” which can be purchased by the barrel |
| 2018 (Heisei 29) (Heisei 30) |
New pots, new spirits and whiskys to be released once a year Shizuoka Premium Bottle Selection” on sale Added 3 more Shizuoka cedar wood fermenters, bringing the total to 8 Cooling reservoir and second maturation cellar completed. Barley grown and harvested near the distillery is used to produce “all-Shizuoka whisky |
| 2019 2019 (2028) |
Black Adder Shizuoka Fair 2019 Limited Bottle Shizuoka Distillery Single Malt New Make Spirits Karuizawa Distiller 29 months” is released In addition, we are collaborating with Black Adder and Astamoris to release a new make and cask sample set exclusively for the international market. (at the event “THE VILLAGE” in Nuremberg, Germany) Full-scale barley cultivation (two-row New Sachiho Golden barley) begins in cooperation with three farmers in Yaizu City, Shizuoka Prefecture, for an all-Shizuoka whisky production, harvested in May of the following year. |
| 2020. (2020) |
First Gaia Flow single malt Japanese whisky “Shizuoka Prologue K” is released. Two additional fermentation tanks made of Shizuoka cedar added |
| 2021 2021 (2021-3) |
Single Malt Shizuoka Prologue W and Contact S are released |
| 2022 (2022) 2022 (2022/4) |
Gaia Flow whisky Blended M Black Adder Low Cask Single Malt Shizuoka 2018 3 Years Cask No. 781″ and “Cask No. 1357 100% Japanese Barley Aged in Japanese Wine Casks Single Malt Shizuoka Pot Still K Pure Japanese Barley First Edition” and “Single Malt Shizuoka Pot Still W Pure Foreign Barley First Edition” made with 100% Japanese barley malt Lotte releases Japanese craft sake chocolate “YOIYO Shizuoka-782-” (using single cask 782) in collaboration with a distillery Third storage facility is constructed |
|
Year 2023 |
Single Malt Shizuoka Pot Still K Pure Foreign Barley first edition released Private Cask 2023 Quarter” reservation service by 100-liter casks is launched Black Adder Low Cask Single Malt Shizuoka for Tokyo International Bar Show 2023″, “Single Malt Japanese whisky Shizuoka Pot Still W Pure Japanese Barley First Edition”, “Shizuoka Distillery Private Cask 2017-2023 5 Years for THE WHISKY PLUS Release of “The Whisky Plus Opened “Shizuoka whisky School” for hands-on whisky making experience (held regularly as needed) Launched “Gaia Flow Shizuoka 2018 4 Years for Whisky Festival 2023 in YOKOHAMA” and “Shizuoka United S 2023 Summer” in 500ml bottles Shizuoka Private Cask Distillery Reserve Peated Malt Octav 3 Years Shizuoka Craft Beer & Whisky Fair 2023 Shizuoka Distillery Commemorative Bottle Shizuoka Pot Still K 2023: Pure Japanese Taro 2023 Edition” is released. Shizuoka Private Cask Distillery Reserve Cask No. 835 100% Shizuoka Barley ex-Bourbon Barrel 5years old”, made with 100% Shizuoka barley, is released Shizuoka United S Winter 2023″ released |
| 2024 2024 (2024) |
Gaia Flow whisky Blended M Rookie Racing 2023 Edition, Shizuoka Pot Still W Pure Foreign Barley 2024 Edition, Shizuoka United S 2024 Summer, Shizuoka Craft Beer & whisky Fair 2024 Shizuoka Distillery Commemorative Bottle, Shizuoka Pot Still K Pure Foreign Shizuoka Pot Still K Pure Foreign Barley 2024 Edition” on sale Shizuoka Private Cask 2024 Octav” and “Private Cask 2025 Barrel” on sale Single Malt Japanese whisky Shizuoka Pot Still W Pure Japanese Barley 2024 Edition” released |
6-2. Past blenders
Daiko Nakamura
Born in Shimizu-ku, Shizuoka City in 1969.
Graduated from Nihon University, Faculty of Economics.
In 2000, at the age of 34, he became the representative of a precision parts manufacturing company, a family business that had been in existence since his grandfather’s generation.
After 11 years of management, he established Gaiaflow Corporation in January 2012, initially planning to start a business in renewable energy.
In June of the same year, he decided to make whisky with his own hands after a trip to distilleries on the island of Islay, Scotland, known as the birthplace of Scotch.
Among them, he was deeply impressed by the spirit of the small distillery, its work, and the idea of taking care of the local community at the soon-to-be established “Kilhoman Distillery.
After returning to Japan, he reconfigured the business objectives of Gaia Flow Corporation with the whisky business at its core.
In 2014, the company was established as Gaia Flow Distilling Co. to produce and sell whisky.

7.List of other distilleries


